
Kõrgsageduslikud ja väikese kadudega sidekaablid on üldiselt valmistatud vahustatud polüetüleenist või vahustatud polüpropüleenist isoleermaterjalina, kahest isoleerivast südamikust ja maandusjuhtmest (praegusel turul on ka tootjaid, kes kasutavad kahte topeltmaandust) mähismasinasse, mähides alumiiniumfooliumi ja kummist polüesterlindiga isoleeriva südamiku ja maandusjuhtme ümber, isolatsiooniprotsessi kavandamise ja protsessi juhtimise, kiire ülekandeliini struktuuri, elektrilise jõudluse nõuete ja ülekandeteooria.
Dirigendi nõue
SAS-i puhul, mis on ka kõrgsageduslik ülekandeliin, on iga osa struktuuriline ühtlus võtmetegur kaabli edastussageduse määramisel. Seetõttu on kõrgsagedusliku ülekandeliini juhi pind ümar ja sile ning sisemine võrestruktuur on ühtlane ja stabiilne, et tagada elektriliste omaduste ühtlus pikisuunas; juhil peaks olema ka suhteliselt madal alalisvoolutakistus; samal ajal tuleks vältida juhtmete, seadmete või muude elementide põhjustatud sisemise juhi perioodilist või mitteperioodilist painutamist, deformatsiooni ja kahjustusi jne. Kõrgsageduslikus ülekandeliinis on juhi takistus peamine kaabli sumbumist põhjustav tegur (kõrgsageduslike parameetrite põhiosa 01 - sumbumisparameetrid). Juhi takistust saab vähendada kahel viisil: suurendades juhi läbimõõtu ja valides madala takistusega juhtmaterjali. Pärast juhi läbimõõdu suurenemist suurendatakse iseloomuliku impedantsi nõuete täitmiseks vastavalt isolatsiooni välisläbimõõtu ja valmistoote välisläbimõõtu, mis toob kaasa suuremad kulud ja ebamugava töötlemise. Teoreetiliselt vähendatakse hõbedajuhi kasutamist valmistoote välisläbimõõdu ja parandatakse oluliselt jõudlust, kuid kuna hõbeda hind on vase hinnast palju kõrgem, on hind masstootmiseks liiga kõrge. Arvestades hinda ja madalat takistust, kasutame kaablijuhi projekteerimisel nahaefekti. Praegu saab SAS 6G puhul elektrilise jõudluse tagamiseks kasutada tinatatud vaskjuhte, samas kui SAS 12G ja 24G puhul on hakatud kasutama hõbetatud juhte.
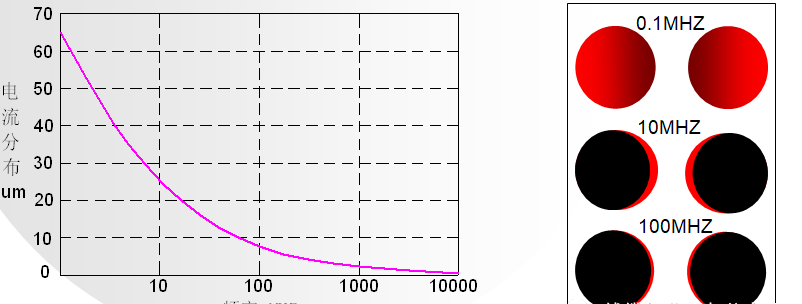
Kui juhis on vahelduvvool või vahelduv elektromagnetväli, on voolu jaotus juhi sees ebaühtlane. Juhi pinnast kauguse järkjärgulise suurenemisega väheneb voolutihedus juhis eksponentsiaalselt, st vool juhis koondub juhi pinnale. Voolu suunaga risti olevast põiktasapinnast on juhi keskosa voolutugevus praktiliselt null, st voolu peaaegu ei voola ja ainult juhi servaosas on kõrvalvoolud. Lihtsamalt öeldes koondub vool juhi "naha" ossa, seega nimetatakse seda nahaefektiks. Selle efekti põhjuseks on see, et muutuv elektromagnetväli tekitab juhi sees keerise elektrivälja, mida algne vool kompenseerib. Nahaefekt põhjustab juhi takistuse suurenemist vahelduvvoolu sageduse suurenemisega, mis viib juhtmete ülekandevoolu efektiivsuse vähenemiseni ja metalliressursside tarbimiseni. Kuid kõrgsageduslike sidekaablite projekteerimisel saab seda põhimõtet kasutada metalli tarbimise vähendamiseks, kasutades pinnale hõbetamist eeldusel, et täita samu jõudlusnõudeid, vähendades seeläbi kulusid.
Isolatsiooninõue
Sarnaselt juhi nõuetele peaks ka isolatsioonikeskkond olema ühtlane. Madalama dielektrilise konstandi s ja dielektrilise kao nurga puutuja väärtuse saavutamiseks kasutatakse SAS-kaablites üldiselt vahtisolatsiooni. Kui vahustumise aste on üle 45%, on keemilise vahustumise saavutamine keeruline ja vahustumise aste ebastabiilne, seega tuleb üle 12G paksuse kaabli puhul kasutada füüsikalist vahustumise isolatsiooni. Nagu alloleval joonisel näidatud, kui vahustumise aste on üle 45%, on mikroskoobi all vaadeldava füüsikalise ja keemilise vahustumise osas füüsikalise vahustumise poorid suuremad ja väiksemad ning keemilise vahustumise poorid väiksemad ja suuremad:
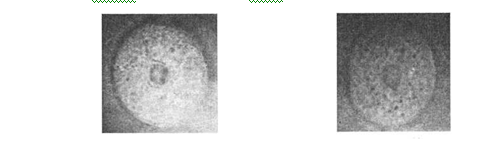
füüsiline vahustamine Keemilinevahutav
Postituse aeg: 20. aprill 2024





